How to Design A Great Roll Formed Part: Part A
Great Roll Formed Part: noun, a part whose material, tolerances, and design are executed effectively, on schedule, and at an acceptable cost. A Great Roll Formed Part can easily become part of a reliable supply system.

Any part can be a “great” part. Realistically, most conventional manufacturers have the ability to accommodate almost any part design requests – as long as you’re willing to pay for them. But we’re talking about a Great Roll Formed Part. See more at Roll Forming Machine.
With a Great Roll Formed Part, there are no extra costs or considerations. Increased lead times are nonexistent, scrap is reduced to virtually nothing, and your designed part is produced efficiently and with great repeatability. You show us the design and we’ll say, “yup, we can make that” with no additional tweaking, tooling, or process changes required. Game, set, match.
This article is for those who are interested in the basics: an efficient, super affordable part. No bells, whistles, or fancy trim.
Here’s how to make your part a Great Roll Formed Part.
Materials
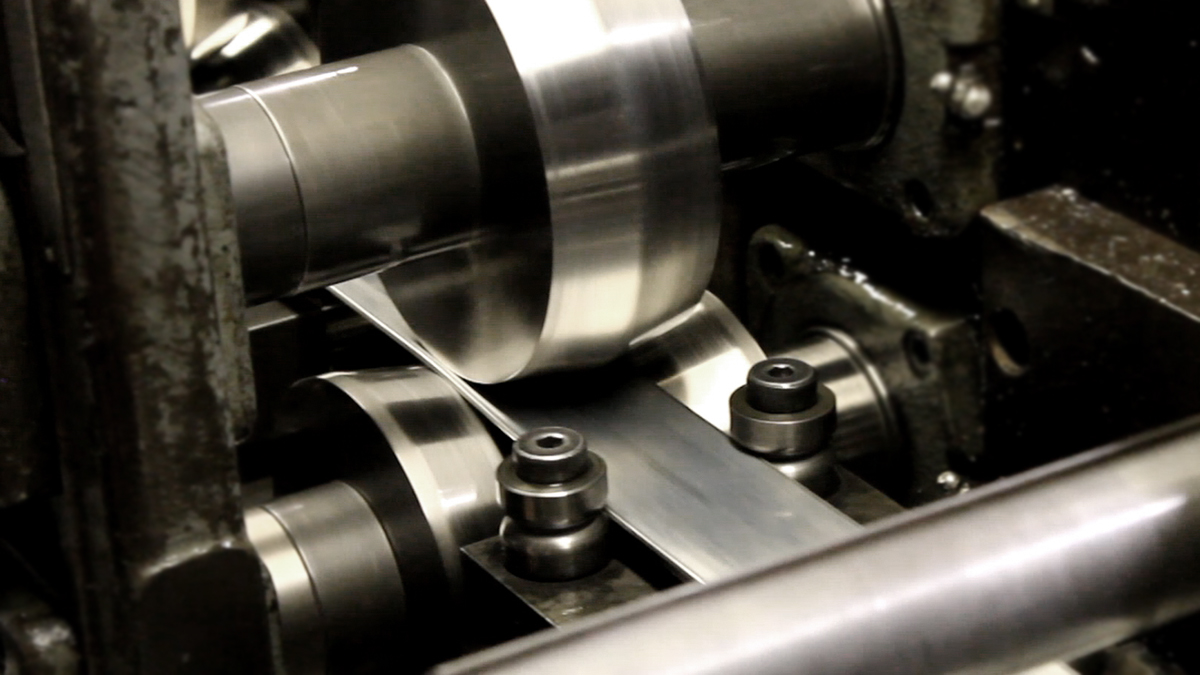
Where does any great part begin? With its materials. Your materials should be high-quality, yes, but they should also be appropriate for both the roll forming machine AND your application. What types of materials make the cut? First, a Great Roll Formed Part will be made of a material rhrough roll forming equipment that’s readily available in coil or sheet form. This is the easy part. The hard part is choosing a metal that can tolerate bending to the desired radius. In general, the more ductile the better.
Here are the materials that match these criteria:
● Carbon steels with most any coating
● 200-, 300-, and 400-series stainless steels
● Aluminum (non-hardened)
● Copper
● Brass/Bronze
● Pre-painted coil steel
There is a spectrum of ductility even among these metals that made the cut. The type of alloy will also affect the level of ductility. Based on metal ductility and thickness, machine requirements may change for roll shaft diameter, drive horsepower, or number of forming stations. Worried about choosing the right material? Leave it to us! You show us your part, your material of choice and the strength you need – we’ ll identify the correct metal chemistry for your Great Roll Formed Part!

Tolerances
1. Accumulated Angular Tolerances Accumulated angular tolerances affect variations in overall part dimensions beyond normal tolerance ranges.
2. Dimensional Hold Outside dimensions can be held very precisely when roll forming, though inside dimensions are subject to a variation of twice the strip thickness.
3. Multiple Hole Punching Multiple hole punching causes an accumulation of tolerances. Although tolerances from each hole to the next may be held very closely, the overall deviation from the first hole to the last can vary by the sum of all intermediate allowable tolerances.
4. Strip Width & Rolling Tolerances One leg of the shape should be able to “float” to accommodate metal flow in corners, gauge, and strip variation.
5. Clustered Hole Patterns Especially near the end of parts, clustered hole patterns may be punched using a single die with multiple punches. This allows for very accurate hole to hole tolerances.
6. Holes Near Bends Holes punched on or near bends will distort into ovals or egg shapes. Plan your design and tolerances accordingly.
